









由于普通碳素钢高速线材在轧制的过程中,传统上存 在着很多的问题。该文在充分析普通碳素钢轧制工艺的 基础上,提出了高速线材轧制过程中的优化和提升手段, 以此进一步提升产品加工的精度和质量。弥补我国对于高质量高速线材轧制生产工艺的不足,结合先进的技术,为 优化生产高速线材流程提供了技术参考。同时通过工艺的改善降低了整体成本,为我国航天、汽车等工业中优质钢材的使用创造了良好的条件。普通碳素钢的坯料需要经过熔炼、浇筑、开坯等过程的准备工作,加工为150×145mm见方,长度在12m左右的 方坯,为下一步的工艺流程做准备。
双面埋弧焊直缝钢管主要工艺流程说明:1. 板探:钢板进入生产线后,首先进行全板超声波检验。2. 铣边:通过铣边机对钢板两边缘进行双面铣削,使之达到要求的板宽、板边平行度和坡口形状。3. 预弯边:利用预弯机进行板边预弯,使板边具有符合要求的曲率。4. 成型:在JCO成型机上首先将预弯后的钢板的一半经过多次步进冲压,压成J形,再将钢板的另一半同样弯曲,压成C形, 形成开口的O形。5. 预焊:使成型后钢管合缝并采用气体保护焊(MAG)进行连续焊接。6. 内焊:采用纵列多丝埋弧焊(多可为四丝)在直缝钢管钢材内侧进行焊接。7. 外焊:采用纵列多丝埋弧焊在螺旋埋弧焊钢管外侧进行焊接。 超声波检验对螺旋钢管内外焊缝及焊缝两侧母材进行100%的检查。8. X射线检查:对内外焊缝进行100%的X射线工业电视检查,采用图象处理系统以保证探伤的灵敏度。9. 扩径:直缝钢管全长进行扩径以提高钢管的尺寸精度,并改善钢管内应力的分布状态。
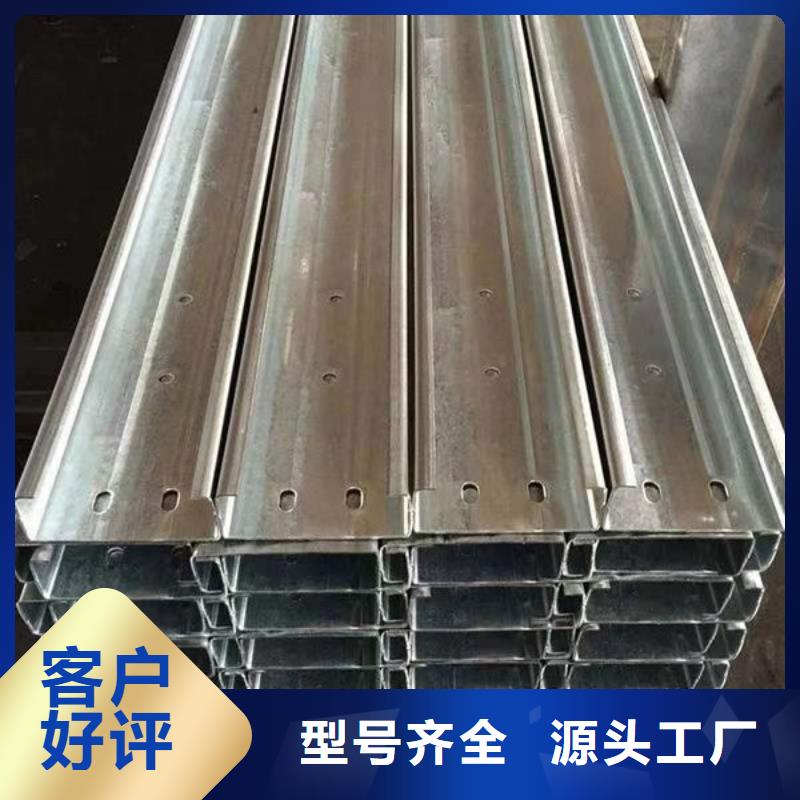
线材的用途很广,在国民经济各个部门中线材占有重要的地位。有的线材轧制以后可直接使用,主要作钢筋混凝土的配筋和焊接结构件用;有的则作为再加工原料,经过再加工后使用。例如,经过拉拔成为各种钢丝,再经捻制成为钢丝绳,或再经编织成钢丝网钢材;经过热锻或冷锻成铆钉;经过冷锻及滚压成螺栓,以及经过各种切削加工及热处理制成机器零件或工具;经过缠绕成型及热处理制成弹簧。作为建筑用的钢材必须保证化学成分及可焊性,具有一定的力学性能且均匀稳定以利于冷弯及承载。供拉丝用的线材要求保证化学成分、金相组织和力学性能均匀稳定。金相组织尽可能是索氏体,以减少冷拔过程中饭的退火次数。另外,规格尺寸应精确,一般直径在12毫米以下。表面应光洁,氧化铁皮应薄并易于酸洗掉,表面不得有耳子和折叠等缺陷。
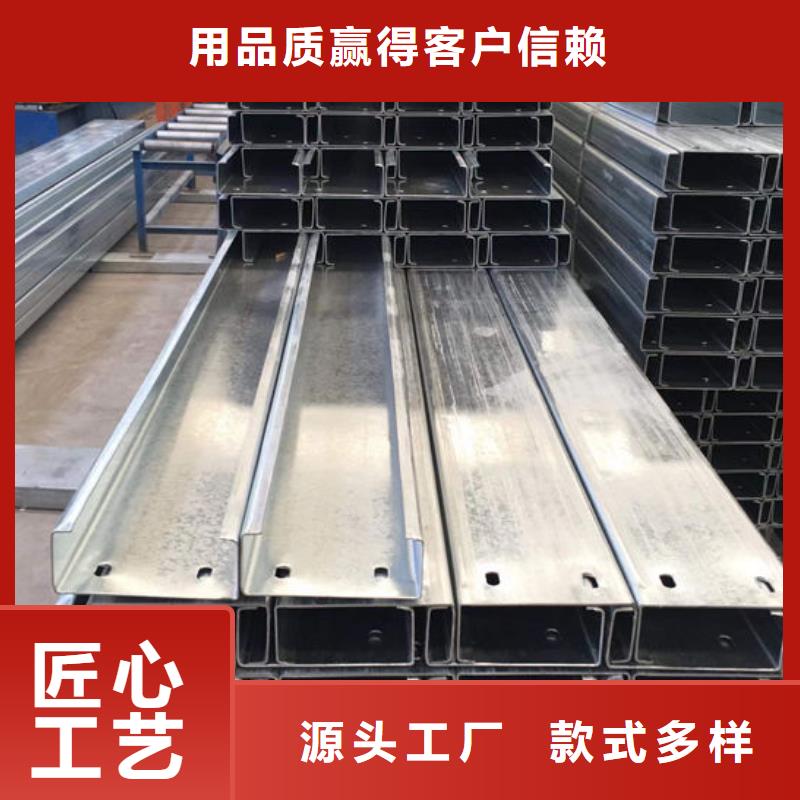
方管顾名思义是一种方形的钢管,它是工业建筑行业普遍的一种材料,从目前的发展来看不仅工业和建筑行业对方管的需求量大大增加就连其它的行业也在越来越多的使用方管,为了达到人们的需求方管的种类也是越来越多,卖方管的人也是多上加多,而这些商家所出售的方管质量上差别也是比较大的,因此我们必须学会一些挑选方管的知识,选择质量好的方管钢材才能提高制造产品的质量,而且质量好的方管还可以提高安全系数。对方管有所了解的人都知道方管是具有一定的抗拉、抗压性能的,因此我们在选择方管时也可以从这几个方面进行考虑。抗拉性是方管基础的性能,因此抗拉强度越大代表方管的性能越好,因此我们选择抗拉强度较大的方管可以让方管带给我们更大的帮助。